A common question is why does ASTM767 specify chromate, and why is it needed?
Galvanized reinforcing bar is post treated with a sodium dichromate solution to ‘seal’ the zinc surface so as to minimize the evolution of hydrogen gas when the zinc comes in contact with a high pH concrete ‘pour.’ The necessity and desirability of chromating and its effect on bond strength have been debated for several years.
Proponents of chromating are concerned that such gassing might adversely affect the ultimate bond strength between the reinforcing and surrounding concrete.
Advocates for removal of this requirement point to widespread successful use of galvanized reinforcing without chromate in other countries, recent laboratory tests which indicate it may actually decrease ultimate bond strength, and claim it adds unnecessary environmental impact and costs.
This debate is far from resolved, but even though it is being questioned, chromate treatment is still mandatory under standard 767. Contractors, fabricators and galvanizers should not decide to skip it without written approval.
Over time, the chromate film over the zinc surface will be replaced by a film of zinc carbonate as the zinc proceeds in its normal reaction with the atmosphere. Because this reaction is a function of a variety of factors and the timing for it is imprecise, ‘aging’ is not generally considered a viable alternative where chromating is required.
Should a question arise, the existence of chromates may be verified as there is a standard test for detection. ASTM B 201, Practice for Testing Chromate Coatings on Zinc and Cadmium Surfaces, will detect chromate on recently processed surfaces.
However, this test is unreliable on material which has been galvanized for some time as the chromate coating may have been fully replaced by zinc carbonate film. Since the carbonate film also protects this is usually not a problem.
While South Atlantic does include this step in its process, it is important to note that the use of chromate is not universal in the galvanizing industry. ‘Job’ galvanizers who focus mainly on structural steel elements have little need for this additional step and many have eliminated the use of chromates in their operation altogether.
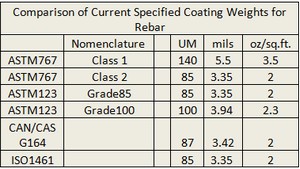 Type 1 or Type 2 Coating A767 lists two coating weights. While there is no guidance within ASTM767 as to when or where each might be appropriate, it is known that coatings above 100 microns in thickness are significantly less ductile, making Type 2 bar preferable for work intended to be bent after galvanizing.
Type 1 or Type 2 Coating A767 lists two coating weights. While there is no guidance within ASTM767 as to when or where each might be appropriate, it is known that coatings above 100 microns in thickness are significantly less ductile, making Type 2 bar preferable for work intended to be bent after galvanizing.